

Норма цемента для изготовления тротуарной плитки
Технология производства тротуарной и фасадно-облицовочной плитки
Производство тротуарной плитки-бизнес.
Производство тротуарной и фасадно-облицовочной плитки за последние годы превратилось в самостоятельную отрасль промышленности с большим числом предприятий, выпускающих обширную номенклатуру фигурных элементов мощения.
Производство тротуарной и фасадно-облицовочной плитки находится в периоде быстрого роста и совершенствования.
В наше время наилучшим решением для благоустройства тротуаров, дорожек, площадей, жилых комплексов, коттеджей, дач, офисов, магазинов и фасадов зданий, в климатических условиях Украины, стало использование различной конфигурации и цветовой гаммы тротуарной и фасадной плитки.
В недалеком прошлом, в основном, использовалась серая тротуарная плитка, но времена изменились. На смену серому цвету приходят красивые, сочные, радующие глаз цвета – красный, желтый, коричневый, черный, оранжевый, синий и зеленый.
Технология производства тротуарной плитки.
Настоящая технология разработана на основании
- лабораторных испытаний сырья
- выпуска опытно-промышленной партии плитки
- полного цикла её испытаний
Технология предусматривает производство тротуарных плит из смеси

- цемента
- гранитного щебня
- песка
- пластификатора
- красителя
- воды
с последующим твердением бетона в естественных условиях.
Технология предусматривает производство плит бетонных тротуарных, полностью соответствующих ДСТУ Б В.2.7-145:2008 «Вироби бетонні тротуарні неармовані. Технічні умови».
- минеральное вяжущее — портландцемент марки «500»
- инертный заполнитель — гранитный щебень фракции 5-10 мм
- мытый речной песок
- пластификатор
- красители — неорганические пигменты, оксиды железа
- вода
Технологическая схема производства.
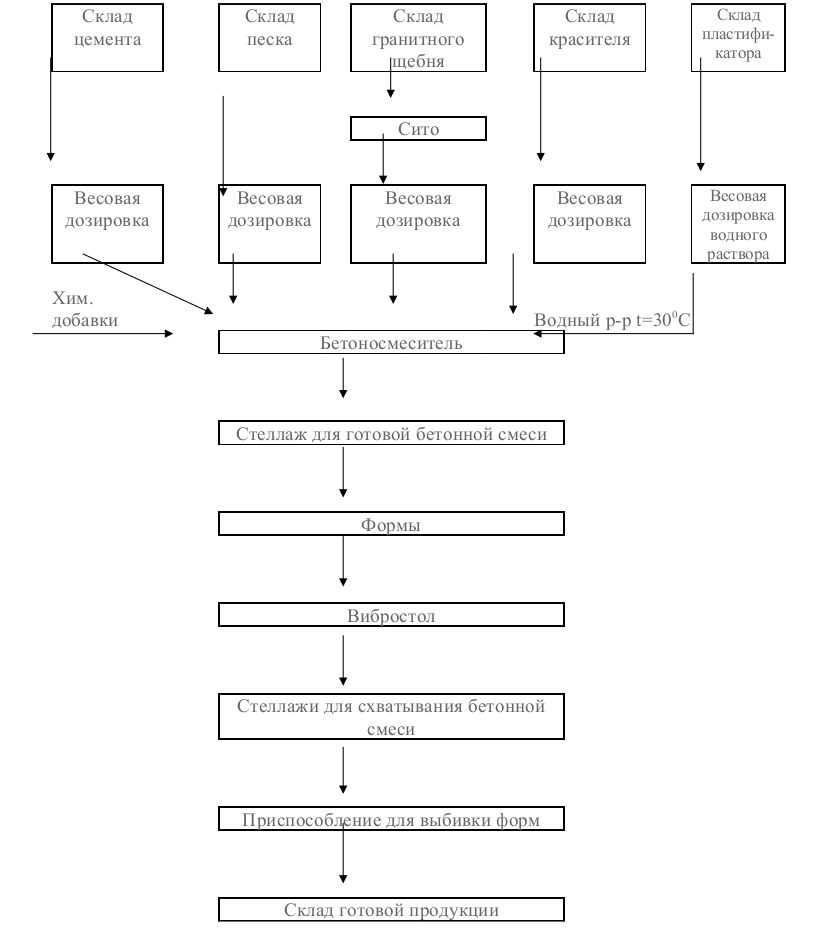
Приготовление бетонной смеси.
Все компоненты бетонной смеси дозируются по массе.
Для производства плит бетонных тротуарных по ДСТУ Б В.2.7-145:2008 «Вироби бетонні тротуарні неармовані. Технічні умови» рекомендуется следующий состав бетонной смеси, % по массе:
Для плитки серого цвета
- портландцемент марки «500» 23%
- гранитный щебень фракции 5-10 мм 57%
- мытый речной песок 20%
- пластификатор по рецептуре завода-изготовителя добавки (% от массы цемента)
- вода (от массы цемента) 30-40%
Внимание!
- Необходимо учитывать влажность компонентов.
- В процессе производства изделий возможна незначительная корректировка количества компонентов в пределах 1,5…3,0% от массы цемента.
Формовочная бетонная смесь готовится в бетономешалке принудительного перемешивания.
Бетонная смесь затворяется теплой водой с температурой 30-32ºС.
Продолжительность перемешивания формовочной смеси должна быть не менее 15 минут. При этом сначала перемешиваются сухие компоненты с естественной влажностью, затем добавляется до нормы водный раствор пластификатора.
При приготовлении бетонной формовочной смеси необходимо постоянно учитывать естественную влажность компонентов и вносить соответствующую поправку в расчетное количество воды, вводимой в бетоносмеситель.
Нормы расхода материалов.
Нормы расхода сырьевых материалов для производства плит бетонных тротуарных h-45 mm даны с учетом 5% технологических потерь.
| п/п | Наименование материалов | 1 м 2 плитки h-45 mm / бетонной смеси, кг | На суточный выпуск 50м 2 плитки / бетонной смеси, кг |
| 1 | Портландцемент М-500 | 22,1 | 1105 |
| 2 | Гранитный щебень фракция 5-10 мм | 53,8 | 2690 |
| 3 | Песок речной мытый | 18,8 | 940 |
| 4 | Вода | 9 л | 450 л |
Вибрирование бетона.
 Виброформование изделий производится в формах на вибростоле, который изготовлен по рабочим чертежам.
Виброформование изделий производится в формах на вибростоле, который изготовлен по рабочим чертежам.
Размер вибростола 600×500 мм, вибратор площадочный ИВ-99Б, или ИВ-98Б на 42 В, или их аналоги с регулируемыми эксцентриками для подбора амплитуды
Время нахождения формы на вибростоле составляет 1,5…2 минуты до момента появления на поверхности смеси белой жидкости («молочка»).
Режим твердения бетона.
 Формы, прошедшие процесс вибрирования, переносятся на стеллажи для твердения, где и находятся 48 часов (время твердения изделий зависит от температуры и добавок, внесенных в бетон и может уменьшаться до 12 часов).
Формы, прошедшие процесс вибрирования, переносятся на стеллажи для твердения, где и находятся 48 часов (время твердения изделий зависит от температуры и добавок, внесенных в бетон и может уменьшаться до 12 часов).
Распалубка.
 Распалубка плитки из форм производится через горячую воду.
Распалубка плитки из форм производится через горячую воду.
Температура воды в ванне должна быть в пределах 40…50ºС.
Вода постоянно подогревается электротенами. Плитка в формах складывается в ванну с горячей водой одна на другую до полного заполнения ванны. Время нахождения форм с плиткой в ванне не менее 3…5 минут до полного разогрева формы.
После чего с помощью приспособления для выбивки плитка легко выходит из формы и складируется.
Твердение изделий производится на поддонах, в естественных условиях, в помещении цеха. В жаркую погоду изделия необходимо увлажнять несколько раз в день. В холодное время года изделия должны храниться в помещении при температуре воздуха не ниже 15ºС.
Отгрузка плитки.
Должна производиться по достижению изделиями 90% от класса бетона по прочности на сжатие и класса бетона по прочности на растяжение при изгибе в холодный период года и 70% — в теплый период года.
Прочность 90% данного состава бетона достигается после 10-11 суток твердения, а прочность 70% от проектной — после 3…4 суток и может незначительно варьироваться в зависимости от условий твердения и качества цемента.
Тротуарная плитка для дачи самодельная
Тротуарная плитка для дачи необходима. Если у вас есть возможность и желание сделать ее самостоятельно , то предлагаем вашему вниманию изготовление плитки в домашних условиях с ажурным рисунком.
Тротуарная плитка может быть очень красивая и к тому же не скользкая, что очень важно для безопасности ее эксплуатации на даче.
Тротуарная плитка своими руками
В статье “Сделаем тротуарную плитку…” мы рассматривали этапы изготовления тротуарной плитки в форме шестиугольника. В данной статье мы рассмотрим прямоугольные плитки размером 300х500 мм. Формы для тротуарной плитки можно приобрести на строительных рынках, хозяйственных магазинах, а также интернет- магазинах.




Если вы решите делать формы самостоятельно, то посмотрите как можно сделать деревянные формы в виде шестиугольника, а четырехугольную форму сделать по этому же принципу и подобию. Сделайте такое количество форм, которое вы можете выложить для вибрации и сушки одновременно на вибростол.
Вибростол можно заменить ровной поверхностью в виде стола и провести вибрацию тротуарных плиток с помощью насадки строительной дрели.
# Материалы для изготовления тротуарной плитки
Для изготовления тротуарной плитки нам потребуются следующие строительные материалы:
- песок, просеянный без крупных камней – 1 часть;
- цемент М500 – 2 части;
- гранитный щебень фракции 5-20 мм – 2 части;
- пластификатор (в соответствии с рекомендациями завода изготовителя);
- пигмент для изготовления цветной плитки – не более 5 % от массы цемента.
Если в вашем регионе нет возможности купить гранитный щебень, то для приготовления прочного бетона для тротуарной плитки используют:
- песок – 1 часть;
- портландцемент М500ДО – 4 части;
- комплексная добавка микрокремнезема (SiO2-аморфной модификации)- 10% от массы цемента;
- суперпластификатор – С-3- 1 % от массы цемента;
- пигмент- не более 5 % от массы цемента.
- Если вы хотите сделать тротуарную плитку для площади около 100 кв. метров и толщиной около 60 мм, то для этого вам нужно приготовить примерно:
- песка- 4,5 тонны;
- цемента М500 – 3,6 тонны;
- гранитного щебня мелкой фракции (5-20 мм)- 4,5 тонны;
- пластификатора Российского производства С-3 – 0,6 % от массы цемента;
- воздухововлекающие добавки СНВ – 0,1-0,2% от массы цемента;
- пигмент – 2-5% от массы цемента.
Все эти строительные материалы можно приобрести на строительных рынках, интернет- магазинах или строительных магазинах. Если вы будете соблюдать нормы при замешивании бетона, вибрацию форм с бетоном для уплотнении раствора и выбивания воздушных пузырьков, то тротуарные плитки изготовленные вами самостоятельно не будут уступать по прочности готовым плиткам на рынках.
# Технология изготовления тротуарных плиток
Не кладите больше нормы пигмента, это снизит прочность плитки. Лучше используйте качественные пигменты, которые дадут более сочную окраску. Такими свойствами обладают пигменты фирмы Байер (Германия) или Усов и Прехезе (Чехия). Пигменты должны быть устойчивы к щелочной среде, а также свето и атмосферостойкими.
Вариант 1.
Закладывайте в бетономешалку все инградиенты в следующей очередности и перемешивайте по времени:
- песок + пигмент — 15-20 секунд;
- песок + пигмент + щебень — 15-20 секунд;
- песок + пигмент + щебень + цемент — около 20 секунд;
- песок + пигмент + щебень + цемент + вода + добавки — 1-1,5 минут;
Итого — 2-2,5 мин.
Вариант 2.
Если для производства тротуарной плитки будете использовать микрокремнезем, то перемешивайте по времени и очередности закладывания составляющих:
- песок + микрокремнезем + пигмент — 30-40 секунд;
- песок + микрокремнезем + пигмент + цемент — около 30 секунд;
- песок + микрокремнезем + пигмент + цемент + вода + добавки — 1-1,5 минут.
Для того, чтобы экономно использовать пигмент при производстве тротуарных плиток, можно сделать одновременно два бетонных раствора- с пигментом и без и закладывать его в формы слоями. Первый слой с пигментом- лицевой слой. Второй слой без пигмента.
Рассмотрим количество бетона для первого слоя с пигментом . Для приготовления 1 куба бетона с пигментом нам понадобится:
- -цемент — М500- 500 кг;
- -щебень с песком — 1 м. куб.при соотношении 2/1;
- -plastifikator – 2,5-3,5 кг;
- -краситель — 7,5-12 кг.
Для одного куба бетона без пигмента необходимо :
- цемент — 250 кг;
- щебень с песком — 1 м. куб.при соотношении 2/1;
- Пластификатор – 2,5-3,5 кг;
- краситель —не нужен.
Для справки- при больших площадях строительства, сыпучие материалы обычно меряют кубами (кубометрами). В самосвал МАЗ помещается около – 6 кубов, в Камаз – 12 кубов. Вес небольшого объема – ведро 12 литров.
Приведем в таблице удельный вес сыпучих стройматериалов:
| Наименование материала | Вес куба (кубометра), кг | Вес ведра (12л), кг |
|---|---|---|
| Песок строительный (ГОСТ 8736—93) | 1550-1700 | 18,5-20,4 |
| Песок речной | 1630 | 19,5 |
| ПГС – песчано-гравийная смесь | 1600 | 19 |
| Гравий | 1400 | 17 |
| Керамзит (ГОСТ 9757-90) | 250-800 | 3-9,6 |
| Щебень гранитный | 1470 | 17,5 |
| Щебень песчаник | 1300 | 15,5 |
| щебень терриконовый | 1150 | 14 |
| Щебень туфовый | 800 | 9,5 |
| Щебень мраморный | 1500 | 18 |
| Щебень известняковый | 1300 | 15,5 |
| Щебень шлаковый | 1500 | 18 |
| Известь гашёная | 2210 | 26,5 |
| Известь негашёная | 3370 | 40 |
| Гипс | 2200-2400 | 26,5-29 |
| Цемент | 1300 | 15,6 |
| Вермикулит vspuchennыy (ГОСТ 12865-67) | 100-200 | 1,2-2,4 |
# Как сделать рисунок на тротуарной плитке
Мы собираемся изготавливать тротуарную плитку своими руками и формы делать самостоятельно. Для этого заготовили необходимое количество форм размером до 300х500, меньше размером можно, больше нежелательно.Нарезали в соответствии с размерами будущей плитки арматурную сетку. Приготовили резиновые коврики с выпуклым рисунком. Готовим бетон небольшими порциями, так как особенно с пластификаторами он быстро застывает.
Смазываем формы специальной смазкой или отработанным маслом. Хорошо промазываем коврик и кладем его на дно. Заполняем формы первым слоем с пигментом на 2 см, кладем арматурную сетку и выкладываем на нее бетон без пигмента. Лопаткой разравниваем раствор и уплотняем его. Вибрируем столешницу вибростола очень умеренно, бетон должен уплотняться под тяжестью своего веса. Накройте формы с бетоном полиэтиленовой пленкой и картоном.
При температуре выше 15 градусов бетон набирает крепость уже через 1-2 дня. Тротуарные плитки можно вынуть из форм и сложить для дальнейшего набирания прочности бетона. Плитки следует поливать водой в течении 10 суток.
Чтобы ускорить процесс изготовления плиток лучше купить готовые формы для изготовления тротуарных плиток в интернет-магазинах или на строительных рынках. Изготовление бетонных бордюров для строительства патио, садовых дорожек и открытых террас читайте в статье – “Садовые бордюры- своими руками” .
Производство тротуарной плитки.
Производство тротуарной плитки методом вибролитья предполагает уплотнение бетонной смеси в формах на вибростоле под действием высокочастотной вибрации , создаваемой вибродвигателем.
Тротуарная плитка произведенная данным способом имеет более высокую стоимость относительно вибропрессованной плитки в силу большей трудоемкости процесса.
Технология изготовления тротуарной плитки включает в себя несколько основных этапов:
- подготовка форм
- приготовление бетонной смеси
- формование
- выдержка изделий в формах до набора оптимальной прочности для распалубки
- распалубка
- упаковка и хранение
Подготовка форм
Подготовка форм для производства тротуарной плитки подразумевает использование специальных смазок коих огромное количество. Избыток смазки приводит к образованию пор на поверхности тротуарной плитки,поэтому смазку нужно наносить очень тонким слоем при температуре 18-25 °С.
Не допускается использование нефтепродуктов в качестве смазки.
Перед заливкой формы для производства тротуарной плитки должны быть сухими и чистыми.
Приготовление бетонной смеси.
Формула изготовления качественной тротуарной плитки предельно проста:
Качественное сырьё = качественная бетонная смесь = качественная тротуарная плитка.
Рекомендуемые сырьё и материалы:
- цемент М500 Д-0
- мытый песок с модулем крупности не менее 2.2 и содержанием глинистых частиц в песке не более 3%
- гранитный щебень (фракция 5-10)
- вода
- пластификатор
- пигмент (краситель)
Для повышения физико-механических свойств бетона добавляют так же полиамидные или стеклянные щелочестойкие волокна,которые образуют трехмерную решетку,что повышает ударопрочность и устойчивость к истиранию тротуарной плитки.
Отталкиваясь от общей массы рекомендуется следующий состав бетонной смеси для производства тротуарной плитки:
- цемент М500 Д-0 — 23%
- щебень — 57%
- песок – 20%
- пластификатор добавляется исходя из рецептуры завода изготовителя (в Беларуси распространен пластификатор С-3,которого добавляется приблизительно 0.2-0.7% от массы цемента)
- вода (от массы цемента): 30 — 40%
- при применении красителей также необходимо учитывать нормы заводов изготовителей. Нормы расхода пигментов увеличивать не рекомендуется, так как их избыток понижают марку бетона. Зачастую пигмента добавляют 2-3% от массы цемента.
Бетонная смесь должна быть тщательно перемешана. Необходимо учитывать , что пластификатор в полной мере раскроет свои свойства при вибрации на вибростоле , поэтому бетонная смесь должна быть оптимально густой. Чем гуще будет приготовленный бетон, тем выше будет его марка в готовом изделии.
Формование
При формовании бетонная смесь укладывается в формы и уплотняется на вибростоле до появления на поверхности обильного выделения пузырьков воздуха. По окончании вибрации раствор в формах нужно загладить кельмой, прослеживая равномерное заполнение форм по высоте.
Выдержка изделий в формах до набора оптимальной прочности для распалубки
После формования, изделия в формах укладываются в штабеля с послойным разделением листами влагостойких фанеры, оргалита или других подобных материалов.
Количество рядов рассчитывается исходя из толщины тротуарной плитки так , чтобы не оказывать сильное давление верхних рядов на нижние и обеспечить равномерное их вызревание.
После этого штабели укутываются полиэтиленовой плёнкой для предотвращения испарения влаги и выдерживаются в таком состоянии до 3-х суток в зависимости от температурного режима выдержки.
Распалубка
Извлекать изделия необходимо предварительно разогрев формы в ванне с температурой воды 45-50 °С. При этом происходит расширение полимеров материала формы по отношению к бетону и изделия легко расформовываются, максимально уменьшая количество брака тротуарной плитки и механического повреждения форм.
Упаковка и хранение.
Готовую продукцию укладывают на поддоны «лицом» к «лицу» и уматывают стрейч пленкой,а затем увязывают упаковочной лентой.
В таком состоянии поддоны отправляют на дозревание для 100%-го набора прочности сроком до 28 дней с момента формования изделий.
В заключение, следует отметить, что главное при производстве тротуарной плитки это опыт, который позволяет оперативно реагировать на факторы отклонения производственного процесса и держать его в рамках технологии.
Все права защищены.
-
- Продукция и услуги
- Тротуарная плитка
- Бордюр
- Блоки
- Доставка
- Укладка
-
- Реквизиты
- р/с. BY34 PJCB 3012 0340 2010 0000 0933, ОАО «Приорбанк», ЦБУ 119, МФО 153001749 г. Минск, пр. Дзержинского, 104. УНП 691742454
-
- Контакты
- 222223 Минская обл, Смолевичский район, д.Старина, ул.Центральная, д.23г
-

 8 (044) 565 13 18
8 (044) 565 13 18
-
 8 (033) 656 13 18
8 (033) 656 13 18
-
 info@trotuarservis.by
info@trotuarservis.by
ГОСТы и СНиПы
В этом разделе представлены наиболее интересные ГОСТы (государственные стандарты) и СНиПы (строительные нормы и правила), имеющие отношение к производству брусчатки, фасадной и тротуарной плитки.
Брусчатка и тротуарная плитка
- ГОСТ 17608-91 Плиты бетонные тротуарные. Технические условия. Скачать файл в ZIP-архиве (274Кб)
- ГОСТ 13015-2003 Изделия железобетонные и бетонные для строительства. Общие технические требования. Правила приемки, маркировки, транспортирования и хранения. Скачать файл в ZIP-архиве (62Кб)
- ГОСТ 26633-91 Бетоны тяжелые и мелкозернистые. Технические условия. Скачать файл в ZIP-архиве (58Кб)
- Пособие по технологии формования железобетонных изделий (к СНиП 3.09.01-85). Скачать файл в ZIP-архиве (1,26Мб)
Исходные компоненты для производства брусчатки, фасадной и тротуарной плитки
- ГОСТ 23732-79 Вода для бетонов и растворов. Технические условия. Скачать файл в ZIP-архиве (57Кб)
Цемент
- ГОСТ 30515-97 Цементы. Общие технические условия. Скачать файл в ZIP-архиве (105Кб)
- ГОСТ 5382-91 Цементы и материалы цементного производства. Методы химического анализа Скачать файл в ZIP-архиве (538Кб)
- ГОСТ 30744-2001 Цементы. Методы испытаний с использованием полифракционного песка. Скачать файл в ZIP-архиве (277Кб)
- ГОСТ 310.1-76 Цементы. Методы испытаний. Общие положения. Скачать файл в ZIP-архиве (77Кб)
- ГОСТ 310.2-76 Цементы. Методы определения тонкости помола. Скачать файл в ZIP-архиве (82Кб)
- ГОСТ 310.3-76 Методы определения нормальной густоты, сроков схватывания и равномерности изменения объема Скачать файл в ZIP-архиве (136Кб)
- ГОСТ 310.4-81 Цементы. Методы определения предела прочности при изгибе и сжатии. Скачать файл в ZIP-архиве (224Кб)
- ГОСТ 310.5-88 Цементы. Метод определения тепловыделения. Скачать файл в ZIP-архиве (108Кб)
- ГОСТ 310.6-85 Цементы. Методы определения водоотделения. Скачать файл в ZIP-архиве (76Кб)
- ГОСТ 31108-2003 Цементы общестроительные. Технические условия. Скачать файл в ZIP-архиве (76Кб)
- ГОСТ 3476-74 Шлаки доменные и электротермофосфорные гранулированные для производства цементов. Скачать файл в ZIP-архиве (81Кб)
- ГОСТ 965-89 (СТ СЭВ 6086-87) Портландцементы белые. Технические условия. Скачать файл в ZIP-архиве (83Кб)
- ГОСТ 969-91 (СТ СЭВ 6826-89) Цементы глиноземистые и высокоглиноземистые. Технические условия. Скачать файл в ZIP-архиве (83Кб)
- ГОСТ Р 51795-2001 Цементы. Методы определения содержания минеральных добавок. Скачать файл в ZIP-архиве (47Кб)
- ГОСТ 10178-85 (СТ СЭВ 5683-86) Портландцемент и шлакопортландцемент. Технические условия. Скачать файл в ZIP-архиве (27Кб)
- ГОСТ 11052-74 Цемент гипсоглиноземистый расширяющийся Скачать файл в ZIP-архиве (250Кб).
- ГОСТ 1581-96 Портландцементы тампонажные. Технические условия. Скачать файл в ZIP-архиве (23Кб)
- ГОСТ 15825-80 Портландцемент цветной. Техническе условия. Скачать файл в ZIP-архиве (92Кб)
- ГОСТ 23464-79 (СТ СЭВ 4471-84) Цементы. Классификация. Скачать файл в ZIP-архиве (82Кб)
- ГОСТ 22266-94 Цементы сульфатостойкие. Технические условия. Скачать файл в ZIP-архиве (17Кб)
- ГОСТ 25328-82 Цемент для строительных растворов. Технические условия. Скачать файл в ZIP-архиве (80Кб)
Вы также можете посмотреть следующие разделы

