

Матрица для цементной плитки
Матрицы и пуансоны для тратуарной плитки

На нашем предприятии ведутся работы по разработке новых, изготовлению уже существующих и ремонту б/у матриц и пуансонов для производства вышеуказанных изделий. На данный момент всю группу матриц для производства плитки можно разделить на 3 основных группы, соответствующие каждому из производителей (Германия, Южная Корея, Россия).
Матрица и пуансон в технологическом процессе изготовления плитки являются быстро-изнашиваемым элементом. В связи с этим предприятию, эксплуатирующую данную установку, приходится постоянно обращаться к производителю всего комплекса оборудования за комплектом оснастки для прессования (матрица и пуансон). Но, как известно предприятия изготавливающие плитку сталкиваются с целым рядом проблем и вопросов, а именно:
— высокий курс иностранной валюты (применительно для Германии и Южной Кореи);
— длительный срок транспортировки;
— другие сложности, связанные с оформлением, заказом, оплатой, доставкой, таможенным оформлением нужного комплекта оснастки для прессования плитки.
Почему выгодно работать с нами?
— доступный уровень цены
— короткий срок выполнения заказа
— простота оформления заказа и заключения договора
— высокий технический уровень качества изготавливаемых МАТРИЦ
— выгодные условия оплаты, учитывающие возможности каждого клиента
— доставка готового комплекта оснастки на предприятие-Заказчик
— большой опыт работы в данной сфере
Наше предприятие предлагает весь спектр услуг, связанный с проектированием новых матриц (под новые строительные формы, новые размеры поддонов, новые стандарты СНиП и т.д.), изготовлением существующих, уже показавшим себя в работе и ремонту изношенных матриц и пуансонов, который заключается, в основном, к замене футеровки матрицы (стенок, перемычек, замков) и замене пригрузов на пуансоне.
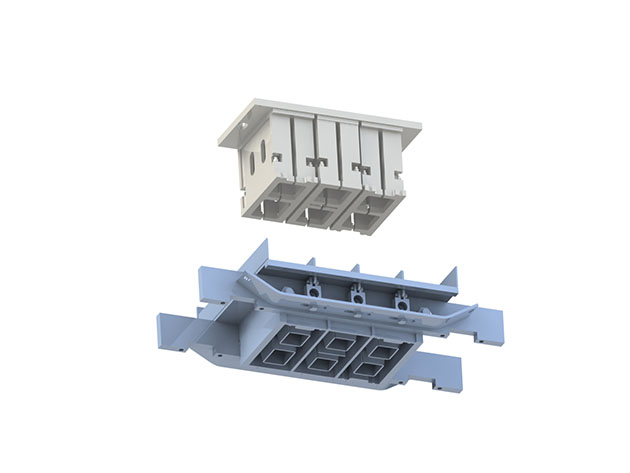
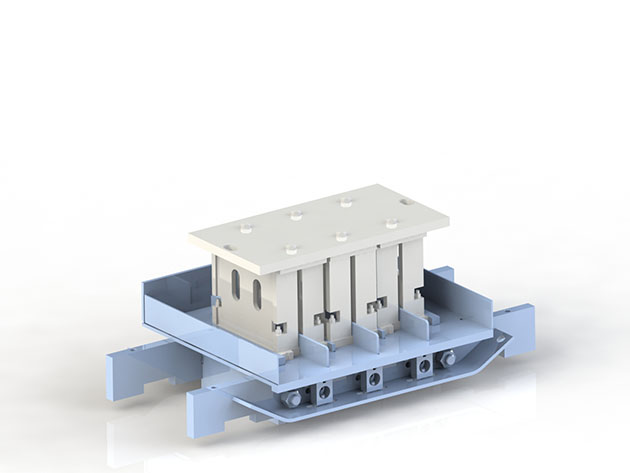
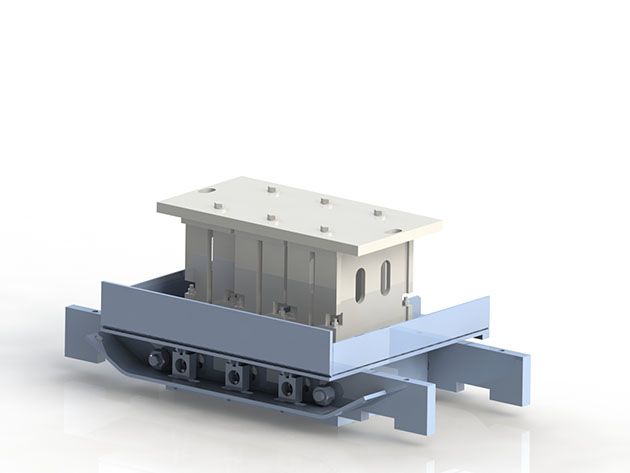
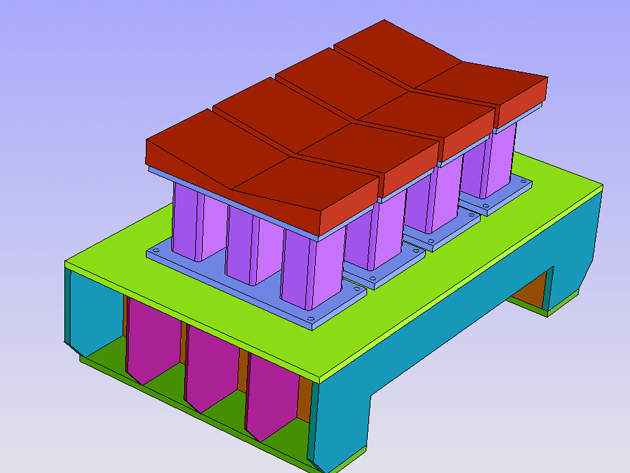
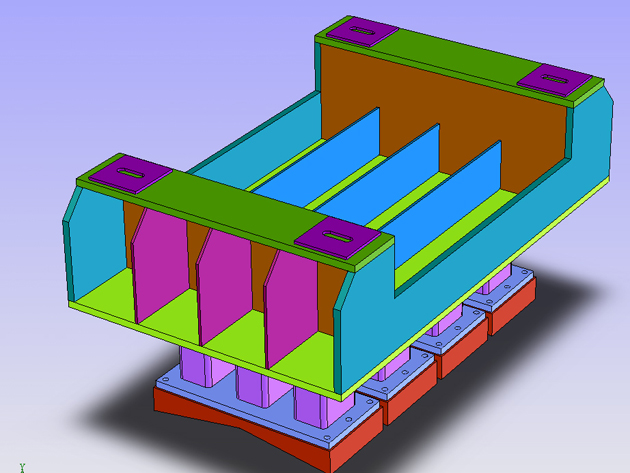
Все матрицы для прессования плитки можно разложить на несколько составляющих:
1. Рама или каркас матрицы — изготавливается в основном из конструкционных углеродистых марок сталей, имеет множество ребер жесткости, сборно-разборная конструкция, что придает возможность быстрой разборки, проведению необходимых ремонтных работ и замене внутренней облицовке (футеровке) матрицы.
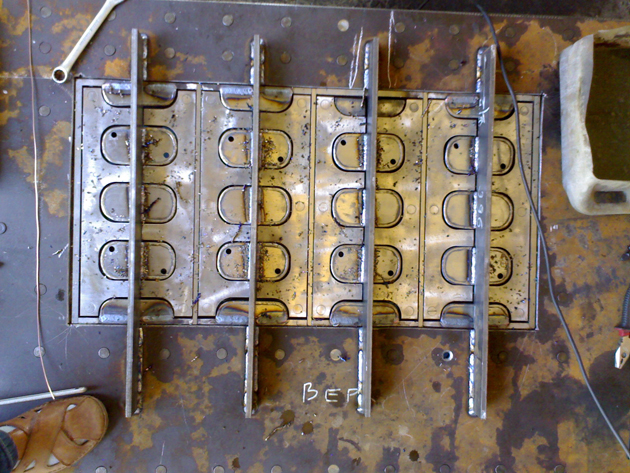
2. Внутренняя (рабочая) облицовка матрицы — конструкция состоящая из ячеек форм изготавливаемых бетонных изделий, имеющая высокую степень абразивной устойчивости, являющаяся, оснасткой для изготовления бетонных изделий. Изготавливается в основном из инструментальных марок сталей 65Г, 60С2А, 60С2ХФА и др. Конструкция является высокоточной с классными припусками, сборно-разборной с замковыми соединениями, термически обработанной с высокой твердостью поверхности.
3. Пуансон — конструкция из пригрузов форм (ответных элементов к ячейкам матрицы) изготавливаемых бетонных изделий, работающей в качестве пресса, придающая внешнюю форму/рельеф будущему бетонному изделию и выдавливающая готовые элементы на поддон. Изготавливается из инструментальных марок сталей 65Г, 60С2А, 60С2ХФА и др. Конструкция пуансона также сложная: минимальные посадочные припуски ответных частей, настройка глубины посадки пригруза в матрицу, безотказная сопряженность матрицы и пуансона в режиме постоянной нагрузки. Состоит из двух элементов — каркас пуансона и пригрузов. Пригруз — сменная изнашиваемая часть, имеющая зеркальное отображение формы бетонного изделия.
Матрица для цементной плитки





В г. Кирове — Московское время
Контактная информация
Россия, г. Киров (обл.),
ул. Производственная, 48, 2 этаж
Тел./факс:
Сотовые:
8(912)734-45-20 (WhatsApp и Viber) — Михаил
Производство брусчатки, кирпича методом гидравлического вибропрессования на установке серии ВПГ

Производство тротуарной плитки и брусчатки методом прессования на гидравлическом вибропрессе серии ВПГ-1000
Современная технология позволяет производить очень прочную декоративную тротуарную плитку, брусчатку из бетонных смесей с низким содержанием воды.
Для производства плитки методом вибропрессования необходима жесткая цементно-песчаная смесь, приготавливаемая в бетоносмесителе принудительного действия.
Механизм вибропрессования заключается в одновременном воздействии вибрации и прессования под давлением.
Бетон, используемый при вибропрессовании, имеет низкое водосухое соотношение.
Вибропрессование снижает расход цемента и обеспечивает высокую прочность (М300-400) и морозостойкость (М200-400) тротуарной или облицовочной фасадной плитки.
Произведенная данным методом брусчатка отличаются точной геометричностью линий и одинаковостью размеров декоративной плитки.
Вибропрессованная тротуарная плитка и брусчатка имеет шероховатую поверхность — это делает ее удобной для мощения городских территорий, автостоянок и различных прилегающих территорий.
В отличие от плитки, полученной вибролитьевым методом, окраска вибропрессованной брусчатки преимущественно однотонная, содержит пигмент во всей своей толщине.
Качество и долговечность окраса зависят от исходного качества пигмента, соответственно желательно использовать импортный синтетический пигмент, а не менее долговечный минеральный.
Долговечность самой вибропрессованной тротуарной плитки / брусчатки — не только от точного соблюдения технологии, качественного сырья, но и от класса вибропресса, лучшие представители которого недешевы.
Основные преимущества вибропрессования: технологичность, низкая себестоимость, высокая производительность, минимум ручного труда, отсутствие в составе смеси сложной химии — суперпластификатора, гидрофобизатора и микрокремнезема.




Принцип и порядок работы:
1. В принудительном бетоносмесителе готовиться полусухая бетонная смесь.
2. По транспортеру поступает в бункер-накопитель вибропресса, либо вручную готовая смесь загружается непосредственно в матрицу.
3. Из дозатора смесь загружается в матрицу, равномерно разравнивается по ячейкам матрицы.
4. Включается вибратор на непродолжительное время (2-3 секунды, не более) — происходит предварительное уплотнение (количество воздуха в смеси снижается с 60% до 25%).
5. Производим дозагрузку смеси в ячейки, разравниваем смесь заподлицо с верхним краем матрицы.
5. Включением с блока управления опускаем пуансон станка, повторяющий геометрию матрицы, сдавливая смесь.
6. При опускании пуансона включается так же и вибратор, вибрация, которого передаётся в бетонную смесь. Под действием вибрации и давления частицы полусухой массы равномерно распределяются в формообразующей оснастке, а частицы заполнителя максимально сближаются и смачиваются разжижаемым цементным тестом. На этой стадии из бетона удаляется основная масса защемлённого воздуха (остаётся около 3%).
7. Давление и вибрация на смесь производятся не более 3-5 секунд, после чего матрица и затем пуансон поднимаются.
8. Поддон с изделиями выкатывается и переносится к месту естественной сушки или подвергается пропариванию.
 Добавки с воздухововлекающим эффектом
Добавки с воздухововлекающим эффектом
Специально разработанные модификаторы для работы с жесткими и сверхжесткими бетонными смесями, а также на производстве изделий методом полусухого вибпропрессования с применением воздухововлекающего и пластифицирующего эффектов. Повышение марки морозостойкости, водонепроницаемости и качества получаемых бетонных смесей. Узнать подробнее.



Установка ВПГ-1000 может использовать несколько видов матриц: для производства брусчатки форм «Кирпичик», «Брук», «Двойное Т», «Ромб», «Шестиугольник».
Разработаем по заявке другие виды форм.
Матрица «Брук» (он же «Булыжник», «Старый город»,
серия «Булыжная мостовая»)
За один цикл формуется три плитки различного размера.
Размер плитки: малой — 60 х 120 х 60 мм,
средней — 120 х 120 х 60 мм, большой — 180 х 120 х 60 мм.

Матрица «Кирпичик»
(плитка размером 200 х 100 х 60 мм)
Матрица «Кирпичик»
(плитка размером 200 х 100 х 60 мм)

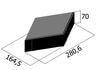
Матрица «Двойное Т» (Катушка)
Размер производимой брусчатки — 225 х 135 х 60 мм
Матрица «Ромб»
Размер брусчатки — 320 х 190 х 60 мм
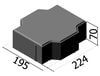
Матрица «Шестиугольник» («Соты»)
Размер брусчатки — 240 х 210 х 60 мм

Количество форм в матрице:
— формы «Двойное Т» («Катушка»), «Ромб» и «Брук» — 12 шт.
— формы «Шестиугольник» («Соты») — 8 шт.
— форма «Кирпичик» — 16 шт.
Цена одной матрицы для одного вида брусчатки — 93 500 руб.
Цена вибропресса ВПГ-1000 — 377 000 руб.
Телефон для подробной консультации по установкам серии ВПГ-1000 : +7 912 734 45 20 Михаил
Если вам сложно разобраться в новой незнакомой Вам теме, нет времени или желания самостоятельно вникать — позвоните или закажите обратный звонок и Вам подробно все объяснят, ответив Вам на все не выясненные Вами вопросы!
Оборудование для производства брусчатки, тротуарной плитки, кирпича методами полусухого вибропрессования, вибролитья, гиперпрессования
Новости
Группы в соцсетях


Конкурентные преимущества
Оборудование ООО «ТехТрон» соответствует мировым стандартам и отличается высоким качеством.
У нас работают высококвалифицированные специалисты с большим опытом работы на российском рынке.
ООО «ТехТрон» проектирует оборудование с условием заметного увеличения качества выходящей продукции (стройматериалов) и одновременным удешевлением самого оборудования по сравнению с существующими на рынке аналогами.
Осуществляем гарантийное и послегарантийное обслуживание всех установок.
Ваш заказ мы примем в любое время, в любой день недели. Мы готовы работать с Вами 24 часа в сутки.
Оборудование ООО «ТехТрон» предназначено как для частного застройщика, который желает реализовать свои предпринимательские способности, так и для крупных строительных компаний.
Мы обеспечиваем доставку оборудования в кратчайшие сроки, транспортом, оптимальным по цене и срокам доставки, сопровождаем оборудование всей технической документацией, необходимой вам для работы, рекомендациями по оптимизации производства, повышению качес
При необходимости компания проводит обучение работе ваших технических специалистов, на базе нашего собственного производства.
Оборудование не требует обязательной сертификации. Гарантия на установки – 1 год.
Виды матриц
Возможно изготовление нестандартных пуансон-матриц по эскизам изделий заказчика. Сроки и стоимость изготовления рассматриваются в индивидуальном порядке.
Компания «Вибропресс» занимается производством вибропрессов и пресс-форм нового поколения «Златич». С помощью такого оборудования изготавливаются качественные и долговечные строительные материалы: стеновые камни, тротуарные плиты, бордюрные камни и многое другое.
Для производства Блока, Шлакоблока, Стенового камня.
Шлакоблок, стеновой камень, блок – это строительный материал, который используется для возведения несущих стен и перегородок различных зданий (коттеджей, гаражей, хозяйственных построек). Для его производства применяют следующие варианты матриц.
| № | Название формообразующей оснастки | Изображение | Кол-во изделий на поддоне, шт | |
|---|---|---|---|---|
| «Златич» | «Златич-Мини» | |||
| 101 | Камень пустотелый |

|
5 | 3 |
| 102 | Камень полнотелый |

|
5 | 3 |
| 197 | Камень полнотелый «под раскол» |

|
5 | 3 |
| 108 | Камень перегородочный «120 мм» |

|
7 | 5 |
| 109 | Камень перегородочный «90 мм» |

|
10 | 6 |
| 151 | Камень пустотелый с 3мя пустотами |

|
5 | 3 |
| 196 | Камень пустотелый двухпустотный |

|
5 | 3 |
| 110 | Камень кирпич утолщенный |

|
16 | 6 |
Для производства Тротуарной плитки, Брусчатки.
Тротуарная плитка (брусчатка) – очень популярный стройматериал, для производства которого применяют следующие типы матриц для вибропрессов.
| № | Название формообразующей оснастки | Изображение | Кол-во изделий на поддоне, шт. | Описание | |
|---|---|---|---|---|---|
| «Златич» | «Златич-Мини» | ||||
| 403 | ПТ «Катушка» |
|
15 | 6 | Обладает высокими сцепными свойствами между плитками. Такая форма плитки эффективна в местах с интенсивным трафиком легкового и грузового транспорта. Благодаря своей конфигурации позволяет создавать различные рисунки и мозаики. |
| 401 | ПТ «Шестигранник» |

|
10 | 4 | Пресс-форма для плитки, которая идеально подходит для покрытия улиц и тротуаров. Ее преимущество – простота в установке и обслуживании. |
| 430 | ПТ «100х200» |
|
25 | 12 | Классическая прямоугольная форма плитки для тротуаров и дорожек. |
| 419 | ПТ «Волна» |

|
16 | 8 | Форма универсальной тротуарной плитки с оригинальным дизайном. |
| 407 | ПТ «Ромб» |
|
12 | — | Форма для смелых дизайнерских решений, с помощью которой можно создавать уникальные трехмерные текстуры. |
| 405 | ПТ «Толстушка» |
|
10 | — | Матрица для тротуарной плитки, которая предназначена для укладки тротуаров, садово-парковых дорожек, пешеходных площадей и площадок общественного питания. |
Для производства Бордюрного камя, Поребрика.
Поребрик и бордюры используются для укладки тротуарной плитки, ограждений площадок, дорожек, лестниц и въездов. Предприятие выпускает следующие матрицы к вибропрессам для производства бордюрного камня.
| № | Название формообразующей оснастки | Изображение | Кол-во изделий на поддоне, шт | |
|---|---|---|---|---|
| «Златич» | «Златич-Мини» | |||
| 629 | Поребрик 500 |

|
18 | 7 |
| 616 | Поребрик 1000 |

|
4 | — |
| 614 | Бордюр БР 100.30.15 |

|
1 | — |
| 615 | Бордюр БР 100.30.18 |

|
1 | — |
Купить матрицу для тротуарной плитки, или любые другие пресс-формы для изготовления стенового камня, бордюрного камня Вы можете по указанному на сайте адресу. Узнать стоимость или заказать товар можно также по телефону 8 (800) 775-51-89.
«Вибропресс» – продажа вибропрессов, матриц и другого оборудования по доступным ценам.
Компания «Вибропресс» предлагает высокоэффективное и экономичное оборудование для производства строительных изделий из цементных смесей – вибропресс «Златич», успешно работающий на многих профильных предприятиях России. Покупка вибропрессующего оборудования от производителя максимально выгодна и надежна, так как отсутствуют ценовые накрутки от перекупщиков, а все гарантийные обязательства строго контролируются.
- Компактные размеры
- Надёжность конструкции и узлов
- Возможность производства более 1000 видов изделий
- Высокая производительность
- Простота управления
- Проведение пуско-наладочных работ
Компания «Вибропресс» рада представить свою разработку — вибропрессы серии «Златич». Производственные линии полностью соответствуют требованиям по качеству выпускаемых строительных изделий, что позволяет реализовывать продукцию на российском рынке.
Вибропрессовочное оборудование станет отличным решением для тех, кто желает заняться производством бордюрного камня, тротуарной плитки, блоков и т. п. Использование собственных наработок позволило нашей компании создать станок, который обеспечивает выпуск качественных изделий за короткий срок.
Вибропресс разрабатывался, исходя из отечественных реалий и климата. Получилась долговечная конструкция с надёжными агрегатами, которые способны выполнять свои функции даже в жестких условиях. По своим возможностям станок не уступает западным конкурентам.
Для создания малых архитектурных форм используются распространённые местные смеси. За счёт эффективной схемы работы, вибропрессовочное оборудование обеспечивает непрерывное производство брусчатки и т.п. при минимальном контроле человека. Высокая продуктивность вибропресса даёт возможность существенно сократить период самоокупаемости.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
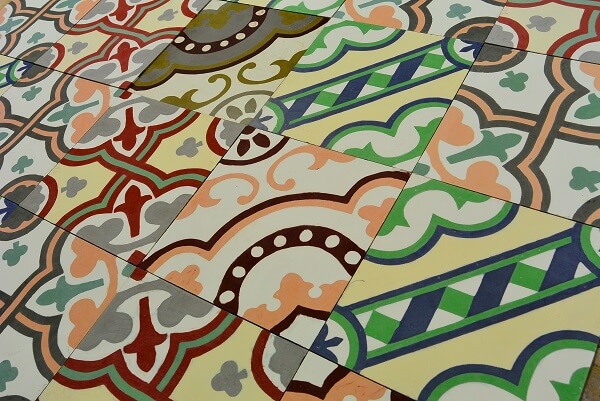
С помощью каких технологий создавалась цементная плитка?
Очень важно при создании интерьера в доме или оформлении какого-то заведения правильно подобрать отделочные материалы. Здесь особо выделяется цементная плитка ручной работы – именно на этот материал обращают внимание потребители, которые предпочитают что-нибудь нестандартное, эффективное и качественное. Отделочные материалы влияют на общее настроение в помещении, характер дизайна. Поэтому к их выбору необходимо отнестись с особой тщательностью. Цементная плитка ручной работы – это элитная продукция, выпускаемая в ограниченном количестве, что делает данный материал еще более ценным.

Немного из истории появления цементной плитки
Этот материал был создан марокканскими отделочниками. Талантливые мастера далекого Средневековья оформляли с помощью плитки мусульманские храмы и дворцы султанов, их визирей.

С помощью цемента и глины, отличающихся оттенками, становилось возможным создавать уникальную плитку, прочную и долговечную, которая выдерживала довольно внушительные нагрузки. Отделка была неповторима и очень красива благодаря традиционным восточным узорам и орнаментам – с их помощью украшалась поверхность материала.

Восхищенные величием и красотой мечетей, дворцов в Марокко, колонисты привезли цементную плитку в Европу, чтобы оформить с ее помощью свои покои. Освоив технологию создания материала, мастера европейских государств использовали этот элитный вид отделки во дворцах.

Основные этапы в создании уникального материала
1. Сначала разрабатывается эскиз.
2. Затем по рисунку изготавливается матрица из металла.
3. Формируются слои – декоративный и основной.
4. Происходит прессование, затем сушка.

Для изготовления матрицы дизайнер создает индивидуальный рисунок для каждой партии. После установки матрицы в форму, специалист наполняет отделения трафарета заранее подготовленными растворами из белого цемента. Сюда входят органические пигменты, а также мраморная крошка. Далее матрицу удаляют, а сверху выкладывают из цемента и песка основу. Для соединения слоев и уплотнения материала используют пресс – гидравлический либо механический. После сушки плитку можно применять для отделки.
В России производством этого удивительного продукта занимается фабрика Luxemix, расположенная в подмосковье. Ниже расположено видео этой фабрики, демонстрирующее красоту создания цементной плитки ручной работы.

